东莞市聚成磨具有限公司
联系人:白先生
手机:180 3841 2898
电话:0769-87511365
传真:0769-87511991
邮箱:dgshalun@126.com
网址:www.jucheng0769.com
地址:东莞市清溪镇中信宝电子信息产业园A栋1楼
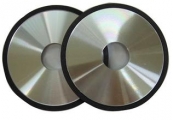
采用CBN砂轮使残余应力降低,且不依赖于磨削条件。表面光洁度直接与砂轮磨削面单位面积的磨除率和磨削力有关,我们的目标是要在两次修整砂轮期间保持恒定的表面光洁度、几何形状精度以及完整性。
1.CBN砂轮与金刚石修整轮的旋转方向,一般采用同向,反向时光洁度难以预料,所以不常用。
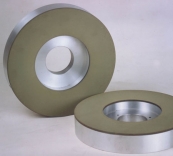
2.金刚石修整轮的直径应尽可能大,但要注意vr/vc值。
3.金刚石修整轮可以是金属结合剂的,也可以是外镀法和内镀法的电镀结合剂。同心度为0.001~0.002μm,孔的圆度为0.002~0.004μm。
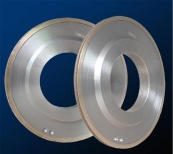
4.修整方式分横向往复式和切入式两种。前者用于带或不带凹角的正常平凸轮轴,而加工异型凸轮时,两种加工方式均可使用。
工件:在设计凸轮轴时,应考虑每一个凸角要磨除的体积及其分配。任何砂轮单位面积的磨除量是有限度的,接近这一极限时砂轮寿命缩短,工件光洁度下降,并产生振纹和几何尺寸偏差。所以,留有的余量应尽可能小,并在恒定的比磨除率下磨削是合理的。这并不意味着磨削时间一定长;可以将加工分成粗、精两道工序来完成。
经济效益与质量评估:加工实例:8个凸角,凸角宽16mm,中等突出高度,凸角周长120mm的凸轮轴,材料为铸铁,硬度HRC55,余量2.5mm(半径),CBN砂轮规格为350×20×3(外径×厚度×CBN层宽度mm),比磨除率为8.5mm3/mm/s,耐用度为3000cm3与普通刚玉砂轮加工费用比较,列于表3.39