东莞市聚成磨具有限公司
联系人:白先生
手机:180 3841 2898
电话:0769-87511365
传真:0769-87511991
邮箱:dgshalun@126.com
网址:www.jucheng0769.com
地址:东莞市清溪镇中信宝电子信息产业园A栋1楼
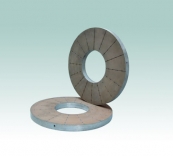
金刚石砂轮以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成各种形状的制品,用于磨削、抛光、研磨的工具叫金刚石磨具,包括砂轮、油石(珩磨油石)、钻具、据具、粉状修正工具、修正滚轮、内外圆切割锯片、砂轮刀、玻璃刀、车刀、木工圆盘锯片等。其中以金刚石砂轮,金刚石锯片应用最广泛。金刚石砂轮一般由工作层、基体、过渡层三部分组成。下面我们来了解金刚石砂轮涂层技术吧:
通常的金刚石砂轮整形主要是外圆、端面、斜面、外圆角和内、外圆弧面的整形,金刚石砂轮一般只有转动,而工具砂轮(一般是碳化硅砂轮、白刚玉砂轮,也可以选用金刚石砂轮)不仅仅有转动,还有进给运动和往复摆动。因此,金刚石砂轮和工具砂轮转动速度、工具砂轮的进给量就成为比较重要的工艺参数。
金刚石砂轮涂层技术:B27磨刀机所用砂轮是由德国EFFGEN提供的电镀金刚石砂 轮,其特点有:电镀工艺简单,投资少,制造方便;无需修整,使用方便;单层结构决定了它可以达到很高的工作速度,目前国外已高达250~300m/s;虽然只有单层金刚石,但仍有足够的寿命;对于精度要求较高的滚轮和砂轮,电镀是唯一的制造方法。 正是由于这些优势,电镀砂轮在高速、超高速磨削中占据着无可争议的主导地位。
金刚石砂轮磨损可以看作经历了这样几个阶段:砂轮与工件接触初始阶段。金刚石砂轮在摩擦力和冲击力作用下,金刚石颗粒旋转,引起金刚石颗粒间结合剂的弹性变形,变形达到一定程度,结合剂出现裂纹,金刚石颗粒在摩擦力和冲击力的继续作用下旋转,造成结合剂裂纹的扩大,最终结合剂断裂,金刚石颗粒从砂轮表面脱落。
金刚石砂轮涂层试验:齿轮加工部对原厂新砂轮与涂层后的砂轮进行了对比试验,试验条件为: 粗磨:转速1000r/min,进给量200mm/min,线速度22m/s;精磨:转速1500r/min,进给量20mm/min,线速度50m/s。 该机床以砂轮的金刚石涂层磨损量作为判断依据,当磨损量超过设定的数值时,机床报警;当超过另外一个设置数值时,机床停止工作,强制更换砂轮。 根据国外相关经验,设定数值为:报警量250 cm³,强制更换数值为280 cm³。 所磨削的刀条材料HB10F整体硬质合金,外形尺寸为14.73×22.86×108。所磨削刀条均为加工相同工件所使用。
在相同切削条件下,磨削相同刀条时,新砂轮与涂层后的砂轮对比如下:单件刀条磨损量(cm³)刀条磨削总数量(件)新砂轮 0.1826 1534 涂层后的砂轮0.1832 1529,进口新砂轮价格为7.6万元,如该砂轮不进行涂层,则单个刀条费用为:76000/1534=49.54元;砂轮磨损后涂层费用约4万元,一共可涂层10次,则单个刀条成本费用为:(76000+40000*10)/(1529*11)=28.3元。由此可见,金刚石砂轮涂层后,可以节约大量砂轮费用,降低磨刀成本。