东莞市聚成磨具有限公司
联系人:白先生
手机:180 3841 2898
电话:0769-87511365
传真:0769-87511991
邮箱:dgshalun@126.com
网址:www.jucheng0769.com
地址:东莞市清溪镇中信宝电子信息产业园A栋1楼
一般直径大于125mm的砂轮都要进行平衡,使金刚石砂轮的重心与其旋转轴线重合。
如果金刚石砂轮不平衡,则其较重部分总是转到下面.这时可移动平衡块的位置使其达到平衡。平衡好的砂轮在安装至机床主轴前先要进行裂纹检查,有裂纹的砂轮绝对禁止使用。安装时砂轮和法兰之间应垫上0. 5—1册册的弹性垫板:两法兰的直径必须相等,其尺寸一般为砂轮直径的一半.砂轮与砂轮轴或台阶法兰间应有一定间隙,以免主轴受热膨胀而把砂轮胀裂。
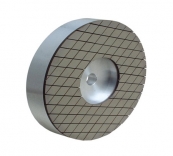
不平衡的砂轮在高速旋转时会产生振动,彩响加工质量和机床精度,严重时还会造成机损坏和金刚石砂轮碎裂. 引起不平衡的原困主要是砂轮各部分密度不均匀,几何形状不对称以及安装偏心等。因此在安装金刚石砂轮之前都要进行平衡,砂轮的平衡有静平衡和动平衡两种。一况下,只需作静平衡,但在高速蘑削(速度大于 50m/s)和高构度磨削时,必须进行动平衡.下图为砂轮静平衡装置. 平衡时将金刚石砂轮装在平衡心轴上 然后把装好心轴的砂轮平放到平衡架的平衡导轨上,砂轮会作来回摆动,直至摆动停止。平衡的砂轮可以在任意位置都静止不动。