东莞市聚成磨具有限公司
联系人:白先生
手机:180 3841 2898
电话:0769-87511365
传真:0769-87511991
邮箱:dgshalun@126.com
网址:www.jucheng0769.com
地址:东莞市清溪镇中信宝电子信息产业园A栋1楼
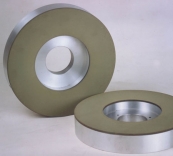
立方氮化硼 (简称CBN )硬度仅次于金刚石。具有自磨削锋利、形状一致性好、硬度高、耐磨、和不易与铁族元素发生化学反应等特性。与普通磨具相比,在磨削过程中能长期保持其切削刃的自锐性,磨削效率快;同时CBN磨具热传导能力强 ,使磨削过程中的磨削力及磨削比低 ,不是产生磨削烧伤。
随着工业现代化的快速进步,现有产品的性能已不能满足人们的需求,以往的小缺陷变成诱发故事的主因。而工业产品的使用性能和寿命主要取决于表面质量。湖南兴大新材料有限公司经多年研究和实践总结,有以下4个方面影响磨削表面粗糙度。
1.CBN砂轮的修整
如果使用错误的修整方法,不但会影响砂轮的整体寿命,更无法保证砂轮在磨削过程的稳定和表面质量的一致。
2.磨削用量的合理选择
砂轮进给量过大,加工工件容易烧伤。
3.磨削液的影响
使用矿物油作磨削液,磨削过程中的润滑力强、稳定性好,能有效避免CBN砂轮与水性磨削液产生化学反应。
4.CBN砂轮表面几何形状影响工作表面粗糙度
磨削加工中如不及时修锐CBN砂轮,会使磨粒的刃口变钝,容屑空间变小,影响自锐性和造成砂轮堵塞。